全氟聚醚(PFPE)润滑油脂的使用寿命无固定标准,核心取决于「工况环境、产品选型、施工方式」三大关键因素,工业场景中常规使用寿命范围为 6 个月~5 年,极端工况下(如超高温、强化学介质)可能缩短至 3 个月,而优化条件下(如常温洁净环境)可延长至 8~10 年。
以下是不同场景下的寿命参考及影响因素分析,兼顾技术准确性与销售沟通实用性:
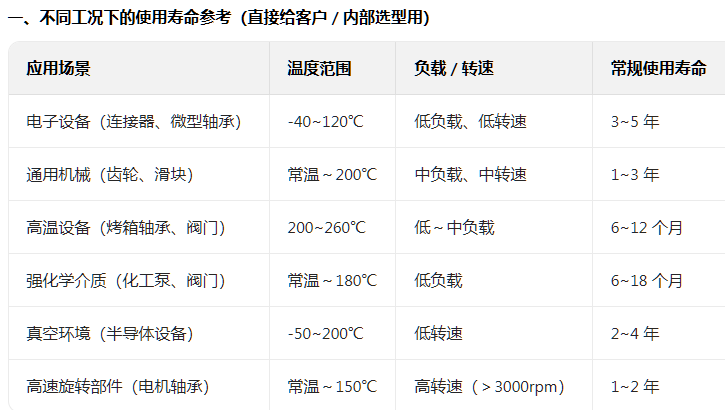
注:以上为「正常维护 + 正确选型」下的寿命参考,若存在杂质侵入、过量涂抹、工况超标等情况,寿命可能缩短 30%~50%。
- 核心逻辑:PFPE 的寿命与「长期使用温度」负相关,温度每升高 20~30℃,寿命约缩短一半(类似电子产品高温加速老化)。
- 例:某 PFPE 脂在 200℃下寿命 1 年,在 230℃下可能仅能使用 6 个月,在 180℃下可延长至 2 年。
- 销售话术:“选择 PFPE 脂时,一定要以「长期工作温度」为核心选型依据,宁可选耐温余量高的型号(如实际温度 200℃,选耐温 260℃的型号),也不要让温度接近产品上限,这样能大幅延长使用寿命,反而更划算。”
- 高负载:设备压力超过 PFPE 油膜承载极限(通常≥50MPa),会导致油膜破裂,润滑脂从 “润滑状态” 变为 “摩擦消耗状态”,寿命缩短 40% 以上;
- 高转速:线速度>10m/s 时,离心力会加速基础油挥发,增稠剂失去支撑后易结块,导致润滑失效。
- 解决方案:高负载选高粘度(VG 68/100)或加有极压添加剂的 PFPE 脂;高转速选低粘度(VG 22/32),并定期补充润滑。
- 杂质侵入:灰尘、金属碎屑、水分等混入润滑点,会像 “砂纸” 一样磨损润滑膜,同时加速润滑脂氧化,寿命缩短 30%~60%;
- 化学介质:接触强酸、强碱、溶剂等,会腐蚀润滑脂中的增稠剂或添加剂(含金属添加剂的 PFPE 脂更易受影响),导致润滑脂硬化 / 失效。
- 销售话术:“建议在设备润滑点加装防尘罩、防水密封,避免杂质进入;如果接触化学介质,一定要选纯 PFPE 配方,这样能避免润滑脂被腐蚀,延长使用寿命。”
- 过量涂抹:润滑脂堆积导致散热不良,基础油挥发后增稠剂聚集,易结块失效(寿命缩短 20%~30%);
- 清洁不到位:施工前未清除旧润滑脂、杂质,新旧油脂交叉污染,加速变质;
- 维护周期:高温 / 高负载工况下未定期补充,导致润滑脂耗尽后设备干磨。
- 销售话术:“施工时遵循「薄而均匀」原则(轴承涂抹 1/3~1/2 空间,滑动部件厚度≤0.5mm),定期清洁润滑点并补充,能让 PFPE 脂的寿命接近甚至超过预期。”
- 选型优化:以「长期工况参数」为核心,预留 20%~30% 的耐温 / 负载余量(如实际温度 200℃,选耐温 240℃以上的型号);
- 防护升级:在润滑点加装防尘、防水、防介质侵入的密封结构(如挡油圈、防尘罩),减少污染;
- 维护规范:
- 常温工况:每 6~12 个月检查一次,按需补充;
- 高温 / 高负载工况:每 3~6 个月检查一次,补充量为初始涂抹量的 1/3~1/2;
- 定期通过 “油液分析” 检测润滑脂状态(如粘度变化、杂质含量),避免失效前未及时更换;
- 施工标准:施工前用无水乙醇或 PFPE 专用清洗剂清洁润滑点,避免交叉污染;低温环境下先预热润滑脂至 10~20℃(禁止明火加热)。

部分资料来源于网络,如有侵权,请与我们公司联系,电话:13580828702;


















